


 无缝管下料
无缝管下料








关于我们
ABOUT US无缝管下料,无缝管倒角,无缝管零割,无缝管平面,无缝管定尺

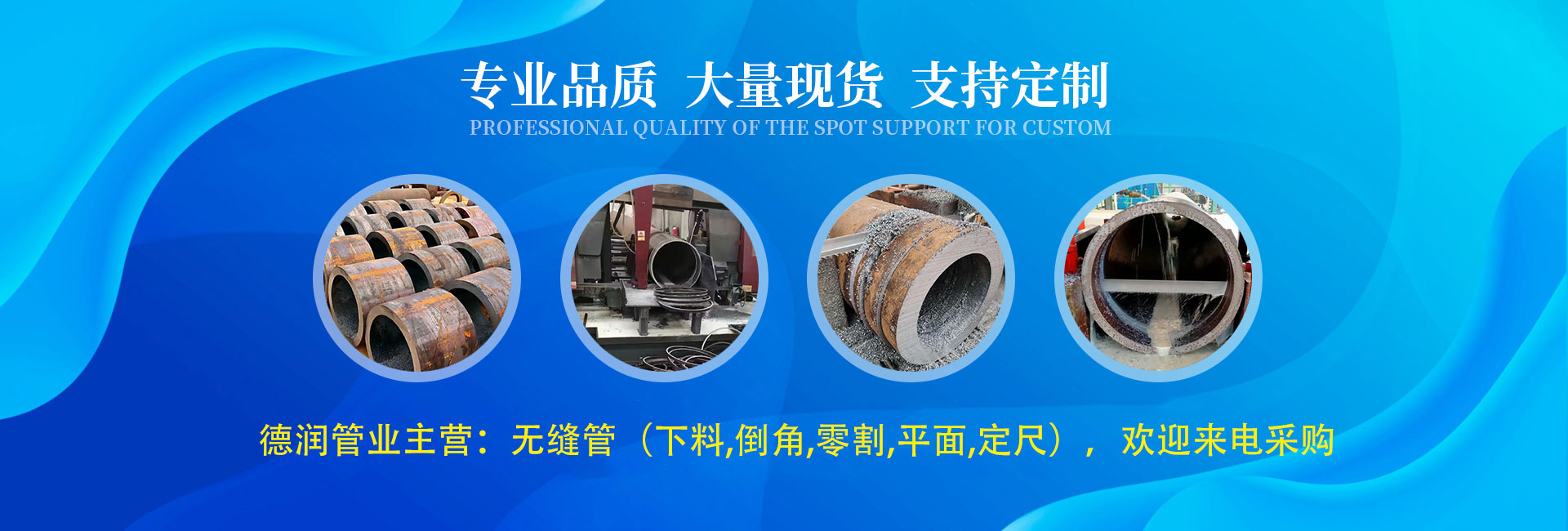
山东德润管业有限公司主营:无缝管下料,无缝管倒角,无缝管零割,无缝管平面,无缝管定尺等产品。主营材质:20#、20G、45#、A333Gr.6、09DG、09MnD、10MnDG、10CrMo910、15CrMoG、15Mo3(A335P9、A213-T1)、12Cr1MoVG、13CrMo44、35CrMo、16Mn(Q345BCD)、16MnDG、35Mn、27SiMn、Cr5Mo(A335P5、STFA25)、A335P9(Cr9Mo)、A335P11(T11)、A335P22(T22)、A335P91(T91)、A335P92(T92)、A335P93(T93)、钢研102(12Cr2MoWVTiB)、WB36(15NiCuMoNb)、40CrMnMo···...








新闻资讯
NEWS无缝管下料,无缝管倒角,无缝管零割,无缝管平面,无缝管定尺
- 无缝管下料无缝管下料山东德润管业有限公司现承接以下加工业务:定尺切割,倒角,平头,坡口,打···
- 如何检测小口径热轧无缝管的品质如何检测热轧无缝管的品质?1.渗层和芯部的高质量的检测。查验表层和芯部的强度是不···
- 小口径热轧无缝管有哪些热处理方面的参数热轧无缝管一般在全自动冷拔机组加生产制造。实芯管料经查验并去除表层缺点,裁成所需···
- 小口径冷拔钢管有什么性能工艺冷拔钢管具有带磁是不是重要原因在于金属材料中含镁,含镍等元素的成分占有率不一样及···
- 小口径无缝钢管热处理缺陷及预防小口径无缝钢管热处理缺陷及预防金属材料热处理分为整体热处理、表面热处理和化学热处···
- 小口径无缝钢管定径方法小口径无缝钢管定径方法是决定钢管外径公差的重要因素。纵轧定径的无缝钢管,钢管外径···
- 小口径无缝方管生产工艺流程无缝方管生产工艺流程(1)无缝方管采用无缝圆管挤压。在投入前都要经过严格的理化检···
- 什么是小口径无缝钢管什么是小口径无缝钢管,顾名思义就是外径小的无缝钢管,就可以称为小口径无缝钢管,小···
- 小口径无缝管是如何制造的?无缝管是如何制造的?无缝管的生产方法大致分为斜轧法和挤压法。斜轧法是先用斜辊钻管···







 Products
Products
 无缝管下料
无缝管下料



{kind=link}